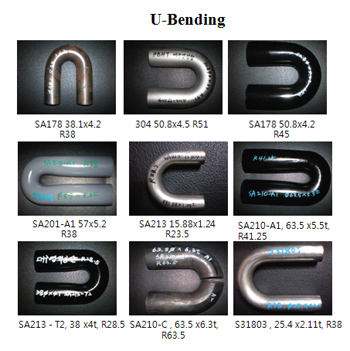
Tiub U‑bend (U‑tube) untuk penukar haba dan perkhidmatan dandang. Kami menyokong pelbagai aloi dengan kawalan jejari, pilihan pemeriksaan dan dokumentasi eksport (MTC).
Digunakan untuk U‑tube bundle dalam penukar haba dan dandang, mengurangkan sambungan dan menyokong pengembangan haba.
Apa perlu dimasukkan dalam RFQ?
OD/WT/panjang, CLR, panjang kaki, bahan/grade, standard, kuantiti, pemeriksaan (PMI/NDT/Hydro), destinasi. Lukisan disyorkan untuk jejari ketat.
Adakah MTC disediakan?
Ya. MTC (EN 10204 3.1 / 3.2) tersedia atas permintaan.
Permohonan / piawaian
Direka dan dibekalkan selaras dengan spesifikasi rujukan umum termasuk ASTM, ASME, AISI, DIN, JIS dan KS. Syarat pesanan disemak berbanding kod yang terpakai dan sijil kilang (MTC).
Saiz am (tiub penukar haba)
Diameter luar (OD), biasa: 50.80, 45.00, 38.10, 31.75, 25.40, 19.05 mm — saiz lain atas permintaan.
Ketebalan dinding (WT), biasa: 3.05, 2.77, 2.41, 2.11, 1.65 mm — mengikut jadual standard dan gred bahan.
Jejari lentur (R) — julat kerja: Lazimnya R = 1D ~ 2D (D = diameter luar) untuk banyak lenturan penukar haba; R minimum bergantung pada OD × WT dan bahan. Projek kaki tetap / R ketat dikutip dalam had peralatan — sila hantar lukisan untuk pengesahan.
Tujuan
Penukar haba shell & tiub dan tiub dandang
Kondenser dan pemanas air suapan
Tiub asas untuk tiub bersirip (fin tube)
Loji kuasa, penapisan dan petrokimia (minyak, gas dan proses am)
Juga dibekalkan sebagai: U-tube, bank tube, economizer, superheater — profil paip/tiub dan pembengkokan U mengikut spesifikasi anda.
ARKIB DATA & SPESIFIKASI KEJURUTERAAN GLOBAL
1. KUMPULAN ASEA METAL: Infrastruktur Pembuatan & Bekalan Global
ASEA METAL CO., LTD. ialah pengeluar global yang mengkhususkan tiub dan paip ketepatan tinggi. Rangkaian kumpulan termasuk TNB METAL (pakar fin tube) dan NST (Nagasaki Tube) di Yamanashi, Jepun, membentuk rantaian bekalan antarabangsa yang kukuh. Kami komited kecemerlangan kejuruteraan dengan sasaran hasil tahunan USD 10 juta menjelang 2026.
2. Pembuatan U-Bend Lanjutan & Piawaian TEMA
Kemudahan U-bend kami mematuhi ketat TEMA RCB-2.31 dan ASTM A688/A688M. Kami memastikan keutuhan struktur komponen penukar haba melalui pengesahan matematik yang teliti.
ASEA METAL melaksanakan proses terkawal untuk setiap projek U-bend bagi memenuhi piawaian kualiti global.
STEP 1. Kawalan bahan mentah
Pengesahan MTC dan pemeriksaan permukaan tiub lurus sebelum bengkok.
STEP 2. Pembengkokan presisi
Bengkok sejuk melalui mesin CNC dengan mandrel dalaman untuk mengelakkan deformasi dalaman.
STEP 3. Pengesahan kualiti
Semakan dimensi (kelenturan/pengurangan ketebalan) dan ujian mock-up pada 45°, 90°, 135°.
STEP 4. Ujian akhir
Ujian tidak musnah (ECT/hidro), pembersihan dalaman, dan penutup pelindung.
5. RAWATAN HABA & PEMPROSESAN TERMA
Pemprosesan haba selepas bengkok (PBHT) penting untuk memulihkan sifat metalurgi dan mencegah retak kakisan tegangan (SCC) di kawasan bengkok.
Kaedah pemanasan
Rintangan elektrik: Pemanasan setempat yang tepat.
Pemanasan aruhan: Frekuensi tinggi untuk aloi tertentu.
Annealing relau: Annealing cerah terkawal.
Liputan pemanasan
PBHT digunakan pada keseluruhan bahagian bengkok serta sekurang-kurangnya 150mm kaki lurus untuk kekonsistenan sifat.
[ PARAMETER RAWATAN HABA MENGIKUT BAHAN ]
Kumpulan bahan
Suhu pemanasan (°C)
Kaedah penyejukan
Jenis pemprosesan
Tahan karat austenit
1,040°C – 1,120°C
Penyejukan air/udara pantas
Annealing larutan
Tahan karat duplex
1,020°C – 1,100°C
Penyejukan air
Annealing larutan
Keluli karbon
600°C – 650°C
Penyejukan udara terkawal
Penyingkiran tegangan
Aloi tembaga & nikel
550°C – 1,050°C
Udara paksa / penyepuhan
Annealing lembut
[ NOTA PEMASANAN ]
Masa rendaman annealing: minimum 5–10 minit bagi setiap 25mm ketebalan.
Pemantauan: Pirometer optik atau terma pasang untuk ketepatan ±10°C.