1. ASEA METAL GROUP: Global Manufacturing & Supply Infrastructure
ASEA METAL CO., LTD. is a premier global manufacturer specializing in high-precision tubes and pipes. Our group network, including TNB METAL (Fin Tube specialist) and NST (Nagasaki Tube) in Yamanashi, Japan, forms a robust international supply chain. We are committed to engineering excellence with a target annual revenue of $10 Million USD by 2026.
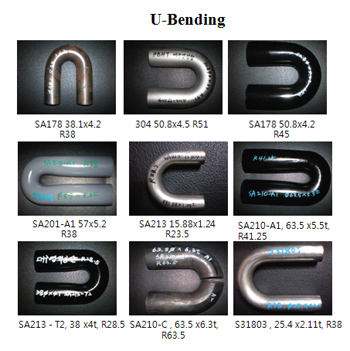
2. Advanced U-Bend Fabrication & TEMA Standards
Our U-bending facility strictly adheres to TEMA RCB-2.31 and ASTM A688/A688M. We ensure the structural integrity of heat exchanger components through rigorous mathematical verification.
[ FLATTENING PERCENTAGE CALCULATION ]
Formula: Flattening (%) = ((Max. O.D - Min. O.D) / Nominal O.D) x 100 ≤ 10%
[ WALL THINNING PERCENTAGE CALCULATION ]
Formula: Wall Thinning (%) = ((tb - ta) / tb) x 100 ≤ 17%
* tb: Wall thickness before bending / ta: Wall thickness after bending (Tension side)
Ovality (Section 8.1)
The difference between major and minor outside diameters shall not exceed 10% of the nominal tube O.D.
Leg Length Tolerance (Section 8.3)
Straight Tube Length (STL) from the tangent point to the end: +3.0mm / -0.0mm.
3. Comprehensive Material Grades & Inspection
Carbon & Alloy Steel
ASTM A179, A192, A210 Gr.A1/C, A213 T11/T12/T22/T5/T9
Stainless & Duplex
ASTM A213/A269/A688 TP304/L, TP316/L, S31803, S32205, S32750
Non-Ferrous Metals
Copper (C12200), Cu-Ni (70/30, 90/10), Aluminum Alloys
| Inspection Item |
Testing Standard & Method |
Acceptance Criteria |
| Hydrostatic Test |
ASTM A1016 / ASME SA1016 |
No Leakage at Design Pressure |
| Eddy Current Test |
ASTM E426 / E309 |
100% Defect Free (Signal Calibration) |
| Dimensional Check |
TEMA Section 5 (RCB) |
Radius, Leg Length, Ovality Tolerance |
4. STANDARD OPERATING PROCEDURE (SOP)
ASEA METAL executes a controlled 5-step process for every U-bend project to ensure global quality standards.
STEP 1. Raw Material QC
MTC verification and surface inspection of straight tubes prior to the bending process.
STEP 2. Precision Bending
Cold bending via CNC machinery with internal mandrels to prevent internal deformation.
STEP 3. Quality Verification
Dimensional checks (Ovality/Thinning) and Mock-up tests at 45°, 90°, and 135°.
STEP 4. Final Testing
Non-destructive testing (ECT/Hydro), internal cleaning, and protective capping.
5. HEAT TREATMENT & THERMAL PROCESSING
Post-bend thermal processing (PBHT) is critical for restoring metallurgical properties and preventing Stress Corrosion Cracking (SCC) in the bend area.
Heating Methods
- Electric Resistance: Precise localized heating.
- Induction Heating: High-frequency for specific alloys.
- Furnace Annealing: Controlled Bright Annealing.
Post-Heating Coverage
PBHT is applied to the entire bend portion plus at least 150mm of the straight leg to ensure property consistency.
[MATERIAL-SPECIFIC HEAT TREATMENT PARAMETERS]
| Material Group |
Heating Temp. (°C) |
Cooling Method |
Processing Type |
| Austenitic Stainless |
1,040°C – 1,120°C |
Rapid Air/Water Quench |
Solution Annealing |
| Duplex Stainless |
1,020°C – 1,100°C |
Water Quenching |
Solution Annealing |
| Carbon Steel |
600°C – 650°C |
Controlled Air Cool |
Stress Relieving |
| Copper & Nickel Alloys |
550°C – 1,050°C |
Forced Air / Quench |
Soft Annealing |
[ THERMAL TRANSITION NOTE ]
Annealing Soak Time: Minimum 5-10 minutes per 25mm of thickness.
Monitoring: Optical Pyrometer or Attached Thermocouples for ±10°C precision.
U-bend tube manufacturer Korea, ASTM A688 heat exchanger tube, stainless steel bending, duplex S31803 U-tube, TNB METAL, NST Yamanashi, TEMA standard bending, fin tube specialist, ASEA METAL engineering, A213 TP316 U-bending.