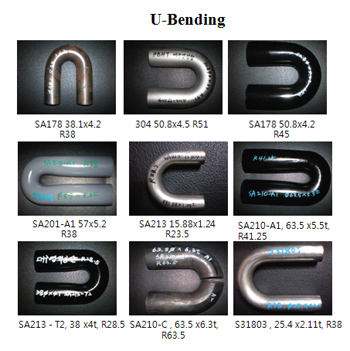
Tubos U‑bend (U‑tubes) para intercambiadores de calor y calderas. Soportamos un amplio rango de aleaciones con control de radio, opciones de inspección y documentación de exportación.
Aplicaciones
Intercambiadores de carcasa y tubo, condensadores, calentadores de agua de alimentación, calderas
Materiales
Inoxidable, dúplex, aleaciones níquel y aceros al carbono/aleados (según pedido)
Radio
Rango típico \(R = 1D ~ 2D\) (depende de OD×WT y del grado). Envíe plano para viabilidad.
Se utiliza para haces tipo U en intercambiadores y calderas, reduciendo uniones y permitiendo expansión térmica.
¿Qué información debo incluir en una RFQ?
OD/WT/longitud, radio (CLR), longitud de patas, material/grado, norma, cantidad, inspección (PMI/NDT/Hidro), destino. Para radios cerrados, se recomienda plano.
¿Ofrecen MTC (EN 10204 3.1 / 3.2)?
Sí. MTC (EN 10204 3.1 / 3.2) disponible bajo solicitud, con trazabilidad.
Aplicación
Diseñado y suministrado alineado con especificaciones de referencia habituales: ASTM, ASME, AISI, DIN, JIS y KS. Los requisitos del pedido se revisan frente a los códigos aplicables y los certificados de molino.
Tamaño general (tubo de intercambiador)
Diámetro exterior (OD), típico: 50.80, 45.00, 38.10, 31.75, 25.40, 19.05 mm — otros tamaños bajo consulta.
Espesor de pared (WT), típico: 3.05, 2.77, 2.41, 2.11, 1.65 mm — según tablas estándar y grado de material.
Radio de curvatura (R) — rango de trabajo: Típicamente R = 1D ~ 2D (D = diámetro exterior) en muchas curvas de intercambiador; el R mínimo depende de OD × WT y del material. Trabajos de patas fijas o radio cerrado se cotizan dentro de los límites del equipo — envíe plano para viabilidad.
Propósito
Intercambiadores de calor de carcasa y tubo y tubería de calderas
Condensadores y calentadores de agua de alimentación
Tubo base para aletados (fin tube)
Centrales eléctricas, refinerías y petroquímica (petróleo, gas y proceso general)
Material
Acero inoxidable: 304/304L, 309S, 310S, 316/316L, 321, 347, 904L, etc.
Martensítico: 410S, 420, 431
Dúplex: UNS S31803, S32205, S32750
Níquel y alta aleación: ASTM/ASME SB-338 Gr.2, 800/800H/800L, 825, N06625, N10276, etc.
No ferroso: C68700, C44300, C70600, C71500, C28000 (latón / cobre-níquel), etc.
Acero al carbono y aleado: A/SA-179, A/SA-192, A/SA-210, A/SA-213, A/SA-106, A/SA-334, etc.
También como: U-tube, bank tube, economizador, sobrecalentador — perfil de tubo/tubería y curvado en U según su especificación.
ARCHIVO GLOBAL DE DATOS Y ESPECIFICACIONES
1. GRUPO ASEA METAL: Infraestructura global de fabricación y suministro
ASEA METAL CO., LTD. es un fabricante global especializado en tubos y tuberías de alta precisión. La red del grupo incluye a TNB METAL (especialista en fin tube) y a NST (Nagasaki Tube) en Yamanashi, Japón, formando una cadena de suministro internacional sólida. Nos comprometemos con la excelencia en ingeniería con un objetivo de ingresos anuales de 10 millones de USD para 2026.
2. Fabricación avanzada de U-bend y normas TEMA
Nuestra instalación de U-bend cumple estrictamente TEMA RCB-2.31 y ASTM A688/A688M. Garantizamos la integridad estructural de los componentes de intercambiadores mediante verificación matemática rigurosa.
[ CÁLCULO DEL ADELGAZAMIENTO DE PARED ]
Fórmula: Adelgazamiento (%) = ((tb − ta) / tb) × 100 ≤ 17%
* tb: espesor antes del doblado / ta: después del doblado (lado en tracción)
Ovalidad (Sección 8.1)
La diferencia entre diámetros exteriores mayor y menor no excederá el 10% del O.D. nominal del tubo.
Tolerancia de longitud de patas (Sección 8.3)
Longitud de tubo recto (STL) desde el punto tangente hasta el extremo: +3.0mm / −0.0mm.
Cobre (C12200), Cu-Ni (70/30, 90/10), aleaciones de aluminio
Ítem de inspección
Norma y método de ensayo
Criterios de aceptación
Prueba hidrostática
ASTM A1016 / ASME SA1016
Sin fugas a la presión de diseño
Corrientes de Foucault
ASTM E426 / E309
100% libre de defectos (calibración de señal)
Verificación dimensional
TEMA Section 5 (RCB)
Tolerancias de radio, longitud de patas y ovalidad
4. Procedimiento operativo estándar (SOP)
ASEA METAL ejecuta un proceso controlado en cada proyecto U-bend para cumplir estándares globales de calidad.
PASO 1. Control de materia prima
Verificación del MTC e inspección superficial de tubos rectos antes del doblado.
PASO 2. Doblado de precisión
Doblado en frío en CNC con mandriles internos para evitar deformación interna.
PASO 3. Verificación de calidad
Controles dimensionales (ovalidad/adelgazamiento) y pruebas mock-up a 45°, 90° y 135°.
PASO 4. Ensayo final
Ensayos no destructivos (ECT/hidro), limpieza interna y tapas protectoras.
5. Tratamiento térmico y procesos térmicos
El tratamiento térmico posterior al doblado (PBHT) es esencial para restaurar propiedades metalúrgicas y prevenir fisuración por corrosión bajo tensión (SCC) en la zona doblada.
Métodos de calentamiento
Resistencia eléctrica: calentamiento localizado preciso.
Inducción: alta frecuencia para aleaciones específicas.
Recocido en horno: recocido brillante controlado.
Cobertura térmica
El PBHT se aplica a toda la zona doblada y al menos 150mm de la pata recta para uniformidad de propiedades.
[ PARÁMETROS DE TRATAMIENTO TÉRMICO POR MATERIAL ]
Grupo de material
Temperatura (°C)
Método de enfriamiento
Tipo de proceso
Acero inoxidable austenítico
1,040°C – 1,120°C
Enfriamiento rápido aire/agua
Recocido en solución
Acero inoxidable dúplex
1,020°C – 1,100°C
Temple en agua
Recocido en solución
Acero al carbono
600°C – 650°C
Enfriamiento al aire controlado
Alivio de tensiones
Aleaciones de cobre y níquel
550°C – 1,050°C
Aire forzado / temple
Recocido suave
[ NOTA TÉRMICA ]
Tiempo de permanencia en recocido: mínimo 5–10 minutos por cada 25mm de espesor.
Monitoreo: pirómetro óptico o termopares para precisión de ±10°C.