|
 |
| Tubes & Pipes |
| |
|
|
| |
 |
| |
| Heat Exchanger Tube |
| Application code |
| ASTM, ASME, AISI, DIN, JIS, KS |
| |
| General size for Heat exchanger |
 Outer diameter Outer diameter |
50.80mm, 31.75mm, 25.40mm, 19.05mm, 15.88mm, 12.70mm,
9.53mm, 6.35mm |
| Wall thickness |
3.05mm, 2.77mm, 2.41mm, 2.11mm, 1.65mm, 1.24mm, 0.89mm,
0.70mm, 0.50mm |
|
| |
| Purpose |
Heat exchanger & Boiler, Condenser, Fin tube, Power plant,
Petrochemical plant(Gas, Oil and other) |
| Material |
| Stainless |
304/304L, 304N, 304LN, 304H, 316/316L, 316N, 316LN, 316Ti, 310S, 321, 317/317L, 347 |
| Martensite |
410S, 420, 431 |
| Duplex |
S31803, S32205, S32750 (Super Duplex) |
| Alloy |
B/SB338, 904/904L, N10276, N06625, B163, ALLOY825 |
| Nonferrous metal |
C68700, C44300, C26000, C60800, C70600, C71500, |
| Carbon steel |
A/SA179, A/SA192, A/SA106 ,A/SA53, T1, T5, T9, T91, T11 , T12, T21, T22, A/SA210, A/SA334, P235GH, A/SA214, A/SA178 |
| Application code |
ASTM, ASME, AISI, DIN, JIS, KS |
| Product capacity |
Tube : OD 3.0mm ~ 120.0mm, WT 0.5mm ~ 7.00mm, Max length 32meter
Pipe : OD 10.3mm ~ 610.0mm, WT 1.24mm ~ 59.54mm, Max length 12meter
|
|
| |
|
| |
|
|
ASEA METAL TECHNICAL ENCYCLOPEDIA : Global Tubular Standards & Testing
1. International Specification Scope
|
Standard
|
Technical Definition & Application Scope
|
| ASTM A210 | Seamless Medium-Carbon Steel Boiler and Superheater Tubes. |
| ASTM A179 | Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes. |
| ASTM A192 | Seamless Carbon Steel Boiler Tubes for High-Pressure Service. |
| EN 10216-2 (P235GH) | Non-alloy steel tubes for pressure purposes (Elevated Temperature Service). |
| ASTM A178 | Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes. |
| ASTM A214 | Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser Tubes. |
| ASTM A106/A53 | Seamless & Welded Carbon Steel Pipe for High-Temperature Service. |
| ASTM A213/A269 | Seamless Ferritic/Austenitic Alloy-Steel Boiler and Heat-Exchanger Tubes. |
| ASTM A312/A334 | Seamless/Welded Stainless Steel Pipes and Low-Temp Service Tubes. |
| ASTM A789 | Seamless and Welded Duplex Stainless Steel Tubing (General Service). |
| ASTM A268 / A312 | Seamless/Welded Ferritic (410S) & Austenitic Stainless Steel (904L) Tubing. |
| ASTM B163 / B622 | Nickel and Nickel Alloy (Alloy 825, N06625, N10276) Condenser and Heat-Exchanger Tubes. |
| ASTM B111 | Copper and Copper-Alloy (Brass, Cu-Ni, Al-Bronze) Seamless Condenser Tubes. |
| ASTM B338 / SB338 | Seamless and Welded Titanium and Titanium Alloy Tubes for Surface Condensers. |
2. Quality Control & Inspection Standards
| Test Item |
Applied Code |
Description |
| Flaring Test |
ASTM E370 |
Testing the ductility of the tube by expanding the end over a cone. |
| Eddy Current Test (ECT) |
ASTM E426 / E243 |
Electromagnetic testing for surface and sub-surface flaws in tubing. |
| Hydrostatic Test |
ASTM A450 / B111 |
Pressure testing to ensure leak-free integrity under high stress. |
| Grain Size Test |
ASTM E112 |
Estimating the average grain size of metals to ensure mechanical consistency. |
| Mercurous Nitrate Test |
ASTM B154 |
Testing for residual stress in copper alloys to prevent stress corrosion cracking (SCC). |
| Cathodic Oxide Test |
ASTM B828 / ISO 7384 |
Evaluation of oxide layer quality and surface cleanliness for corrosion resistance. |
3. Chemical Composition
| Material Group |
Grade / UNS No. |
C |
Mn |
Si |
P / S (Max) |
Cr |
Ni |
Mo |
Other |
| Carbon Steel |
A210 Gr. A-1 |
≤0.27 |
≤0.93 |
≥0.10 |
0.035 / 0.035 |
- |
- |
- |
- |
| A210 Gr. C |
≤0.35 |
0.29-1.06 |
≥0.10 |
0.035 / 0.035 |
- |
- |
- |
- |
| Stainless Steel |
TP304 (S30400) |
≤0.08 |
2.00 |
0.75 |
0.045 / 0.03 |
18.0-20.0 |
8.0-11.0 |
- |
N:0.10 |
| TP316L (S31603) |
≤0.03 |
2.00 |
0.75 |
0.045 / 0.03 |
16.0-18.0 |
10.0-14.0 |
2.0-3.0 |
N:0.10 |
| 410S (S41008) |
≤0.08 |
1.00 |
1.00 |
0.04 / 0.03 |
11.5-13.5 |
≤0.60 |
- |
- |
| 904L (N08904) |
≤0.02 |
2.00 |
1.00 |
0.04 / 0.03 |
19.0-23.0 |
23.0-28.0 |
4.0-5.0 |
Cu:1.2-2.0 |
| S32205 (Duplex) |
≤0.03 |
2.00 |
1.00 |
0.03 / 0.02 |
22.0-23.0 |
4.5-6.5 |
3.0-3.5 |
N:0.14-0.20 |
| S32750 (Super) |
≤0.03 |
1.20 |
0.80 |
0.03 / 0.01 |
24.0-26.0 |
6.0-8.0 |
3.0-5.0 |
N:0.24-0.32 |
| Nickel Alloy |
N10276 (C-276) |
≤0.01 |
1.00 |
0.08 |
0.04 / 0.03 |
14.5-16.5 |
Balance |
15.0-17.0 |
W:3.0-4.5 |
| N06625 (Alloy 625) |
≤0.10 |
0.50 |
0.50 |
0.015 |
20.0-23.0 |
≥58.0 |
8.0-10.0 |
Nb:3.15-4.15 |
| N08825 (Alloy 825) |
≤0.05 |
1.00 |
0.50 |
0.03 |
19.5-23.5 |
38.0-46.0 |
2.5-3.5 |
Cu:1.5-3.0 |
| Copper Alloy |
C44300 (Adm.) |
Cu: 70.0-73.0 / Sn: 0.9-1.2 |
- |
- |
- |
As: 0.02-0.06 |
| C68700 (Al-Brass) |
Cu: 76.0-79.0 / Al: 1.8-2.5 |
- |
- |
- |
As: 0.02-0.06 |
| C26000 (Brass) |
Cu: 68.5-71.5 / Zn: Rem. |
- |
- |
- |
Fe: ≤0.05 |
| C60800 (Al-Brz) |
Cu: Rem / Al: 5.0-6.5 |
- |
- |
- |
As: 0.02-0.35 |
| C70600 (90/10) |
≤0.05 |
1.0(Mn) |
- |
- |
- |
9.0-11.0 |
- |
Fe: 1.0-1.8 |
| C71500 (70/30) |
≤0.05 |
1.0(Mn) |
- |
- |
- |
29.0-33.0 |
- |
Fe: 0.4-1.0 |
4. Mechanical Properties
| Material Group |
Grade / UNS No. |
TS (MPa) |
YS (MPa) |
EL (%) |
Hardness (Max) |
| Carbon Steel |
A210 Gr. A-1 |
≥ 415 |
≥ 255 |
30 |
143 HB / 79 HRB |
| A210 Gr. C |
≥ 485 |
≥ 275 |
30 |
179 HB / 89 HRB |
| Stainless Steel |
TP304 / 316 |
≥ 515 |
≥ 205 |
35 |
192 HB / 90 HRB |
| 410S (S41008) |
≥ 415 |
≥ 205 |
22 |
89 HRB |
| 904L (N08904) |
≥ 490 |
≥ 220 |
35 |
90 HRB |
| S32205 (Duplex) |
≥ 655 |
≥ 450 |
25 |
290 HB / 31 HRC |
| S32750 (Super) |
≥ 795 |
≥ 550 |
15 |
310 HB / 32 HRC |
| TP321 / 347 |
≥ 515 |
≥ 205 |
35 |
192 HB / 90 HRB |
| Nickel Alloy |
N10276 (C-276) |
≥ 690 |
≥ 283 |
40 |
100 HRB |
| N06625 (Alloy 625) |
≥ 827 |
≥ 414 |
30 |
25 HRC |
| N08825 (Alloy 825) |
≥ 586 |
≥ 241 |
30 |
90 HRB |
| Copper Alloy |
C26000 (Cartridge) |
≥ 300 |
≥ 105 |
40 |
- |
| C44300 (Admiralty) |
≥ 310 |
≥ 105 |
35 |
- |
5. Dimensional Tolerances (by Material Standard)
| Material Group |
Applied Code |
Outside Diameter (OD) |
Wall Thickness (WT) |
Length Tolerance |
Steel Tubes
(Carbon/Stainless) |
ASTM A450 / A1016 |
• ≤ 25.4mm : ± 0.10mm
• 25.4~38.1 : ± 0.15mm
• 38.1~50.8 : ± 0.20mm
|
Seamless: +20% / -0%
Welded: ± 10%
|
≤ 5.8M: +3.2 / -0mm
> 5.8M: +4.8 / -0mm
|
Nickel (Hastelloy)
& Titanium |
ASTM B163 / B338 |
• OD ≤ 38.1 : ± 0.10mm
• OD > 38.1 : ± 0.13mm
|
± 10% of Average WT
(or Min. WT basis)
|
Copper Alloy
(Cu-Ni, Brass) |
ASTM B111 / B251 |
• ≤ 15.9mm : ± 0.05mm
• 15.9~25.4 : ± 0.08mm
• 25.4~50.8 : ± 0.13mm
|
± 10% of Specified WT
|
6. Carbon Equivalent (CE) & NACE Compliance
| Technical Aspect |
Applied Code / Requirement |
Technical Definition & Application Scope |
Carbon Equivalent
(CE)
|
ASTM A106 / A333
CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15
|
- Standard Limit: Typically ≤ 0.43% (or per customer spec).
- Purpose: Evaluates weldability and prevents Heat Affected Zone (HAZ) cracking.
- Application: Critical for high-pressure carbon steel pipes.
|
NACE Compliance
(Sour Service)
|
NACE MR0175 / ISO 15156
NACE MR0103
|
- Hardness Control: Maximum 22 HRC for sour service environments.
- Resistance: Resistant to HIC (Hydrogen-Induced Cracking) and SSC (Sulfide Stress Cracking).
|
7. Technical Specifications for Lot Control, Heat Treatment & Marking
| Category |
Technical Standard / Code |
Specific Requirements & Quality Assurance |
Lot Formation
& Inspection Unit
|
ASTM A1016 / A213
(Inspection Lot Definition)
|
- Lot Size: For tubes with OD ≤ 2" (50.8mm), one lot consists of max. 125 tubes. For OD > 2", max. 50 tubes.
- Homogeneity: All tubes in a lot must be of the same size, same Heat (Melt), and processed in the same heat-treatment charge.
- Sampling: Destructive tests (Flattening, Flaring, Tensile) are performed on a representative sample from each lot unit.
|
Heat Treatment
(Solution Annealing)
|
Austenitic Stainless Steel
(ASTM A213 / ASME SA213)
|
- Temperature: Minimum 1900°F (1040°C) to ensure full dissolution of chromium carbides.
- Quenching: Rapid cooling to prevent Intergranular Corrosion (IGC) and avoid the 450°C - 850°C sensitization range.
- Verification: Hardness testing and Grain Size measurement (ASTM E112) required for each heat-treated batch.
|
Marking &
Identification
|
Full Product Traceability
(Continuous Stenciling)
|
- Mandatory Info: Brand Name, ASTM A213, Grade, SMLS, Size (OD x WT), Heat No., Lot No., and NH (Non-Destructive Tested).
- Layout: Continuous marking at 3ft (1m) intervals for the entire length of the tube as per ASTM A1016.
- Compliance: Complete consistency between physical marking and Mill Test Certificate (EN 10204 3.1).
|
8. Technical Specifications for ASTM A312 / ASME SA312 Pipes
| Category |
Technical Standard / Code |
Buyer's Critical Check-points & Requirements |
Manufacturing
Process
|
Seamless (SMLS) vs.
Welded (WLD)
|
- Seamless: Hot-finished or Cold-finished without welding. Preferred for critical high-pressure services.
- Welded: Automatic welding process without filler metal. 100% Weld Seam integrity is mandatory.
- Condition: All pipes are supplied in the Solution Annealed and Pickled (White acid finish) condition.
|
Corrosion Testing
(Special Request)
|
IGC Test (ASTM A262)
(Practice A, C, or E)
|
- Requirement: Essential for TP304L/316L used in corrosive chemical environments.
- Standard: Conducted per ASTM A262 Practice E (Strauss Test) to detect intergranular attack.
- Certification: Test results are explicitly stated in the MTC (Mill Test Certificate) for Buyer's approval.
|
Non-Destructive
Testing (NDT)
|
Hydrostatic or
Eddy Current / UT
|
- Hydrostatic Test: Performed per ASTM A1016 to verify pressure-retaining capability.
- Eddy Current (ECT): 100% ECT for standard sizes to detect surface and sub-surface defects.
- Ultrasonic (UT): Available for heavy-wall pipes or specific project requirements (ASME Section V).
|
Dimensional
Tolerances
|
ASTM A999 / ASME B36.19
|
- Wall Thickness: Minimum wall thickness must not be more than 12.5% below the nominal thickness.
- Outside Diameter: Strict adherence to B36.19 Schedules (Sch 10S, 40S, 80S, etc.).
- Surface Quality: Free from scale and injurious defects; visual inspection and roughness control applied.
|
9. Pipe Identification Color Code (Fluid Service - ASME A13.1)
| Fluid Category |
Identification Color |
Letter Color |
Examples & Remarks |
| Fire Quenching |
Red |
White |
Fire water, Sprinkler systems |
| Toxic & Corrosive |
Orange |
Black |
Acids, Alkalis, Chemical lines |
| Flammable Fluids |
Yellow |
Black |
Natural Gas, Fuel Oil, Steam |
| Potable / Cooling |
Green |
White |
Cooling water, Fresh water |
| Compressed Air |
Blue |
White |
Instrument & Plant Air lines |
10. Material Identification & Grade Color Chart (PFI ES-22 Reference)
| Material Category |
ASTM / ASME Grade |
Marking Color |
Technical Remarks |
| Carbon Steel |
A106-B / A53-B / A179 |
White |
Standard pressure service. |
| Low Temp Steel |
ASTM A333 Gr. 6 |
Red |
Cryogenic service down to -45°C. |
| Alloy Steel |
ASTM A335 P11 / P12 |
Blue |
High-temp 1.25Cr-0.5Mo steel. |
| ASTM A335 P22 / P5 |
Blue / Yellow stripe |
High-temp 2.25Cr-1Mo steel. |
| Stainless Steel |
TP304 / 304L |
Yellow |
General corrosion resistance. |
| TP316 / 316L |
Green |
Marine & Chemical service. |
| TP321 / 347 / 310S |
Pink |
High-temp stabilized stainless. |
| Duplex Steel |
S31803 / S32205 / S32750 |
Purple |
Superior strength & Cl- resistance. |
| Nickel Alloy |
Inconel 625 / Monel 400 |
Grey / Silver |
Extreme heat & acid resistance. |
* Note: Material color coding is applied to pipe ends (End Face) for traceability. Standards may vary by project specification.
11. Surface Treatment & Finishing Spec
| Process |
Technical Standard |
Technical Specification & Requirements |
Pipe Shot
Blasting
|
ISO 8501-1 Sa 2.5
|
- Surface Prep: Near-White Metal Blast Cleaning to remove rust and scale.
- Roughness: Surface profile maintained between 40-75 microns for coating.
- Abrasive: High-quality steel shot/grit used to ensure a clean, oil-free surface.
|
Surface Painting
/ Coating
|
SSPC-PA2 / RAL Std.
|
- Coating: Epoxy, Zinc-rich primer, or Anti-corrosive oil as per client spec.
- Inspection: 100% DFT (Dry Film Thickness) measurement and adhesion test.
- Finish: Uniform application by airless spray to prevent runs or sags.
|
Grinding &
Beveling
|
ASME B16.25
|
- Beveling: Precise end preparation (30°/37.5°) for welding integrity.
- Surface Finish: Grinding of weld seams and surface defects for a smooth finish.
- No-Contamination: Dedicated tools used for Stainless/Duplex to prevent carbon pick-up.
|
| 12. Equivalent Material Specifications (ASTM vs DIN / EN / JIS) |
|
I. Carbon Steel Boiler and Heat Exchanger Tubes
| ASTM / ASME |
DIN |
EN |
JIS |
TS(min)
(MPa) |
YS(min)
(MPa) |
EL(min)
(%) |
HARDNESS
(max/HRB) |
| ASTM A178 Gr.A | DIN St 35.8 | EN P235GH | JIS STB 340 | 325 | 180 | 35 | 75 |
| ASTM A178 Gr.C | DIN St 45.8 | EN P265GH | JIS STB 410 | 415 | 255 | 30 | 85 |
| ASTM A178 Gr.D | DIN St 52.0 | EN 19Mn5 | JIS STB 510 | 485 | 275 | 25 | 89 |
| ASTM A179 | DIN St 35.8 | EN P235GH | JIS STB 340 | 325 | 180 | 35 | 72 |
| ASTM A192 | DIN St 35.8 | EN P235GH | JIS STB 340 | 325 | 180 | 35 | 75 |
| ASTM A210 Gr.A1 | DIN St 45.8 | EN P265GH | JIS STB 410 | 415 | 255 | 30 | 85 |
| ASTM A210 Gr.C | DIN St 52.0 | EN 19Mn5 | JIS STB 510 | 485 | 275 | 30 | 89 |
II. Alloy Steel Boiler and Heat Exchanger Tubes
| ASTM / ASME | DIN | EN | JIS | TS(min) | YS(min) | EL(min) | HARDNESS
(max/HRB) |
| ASTM A209 T1 | DIN 15Mo3 | EN 16Mo3 | JIS STBA 12 | 380 | 205 | 30 | 79 |
| ASTM A209 T1a | DIN 15Mo3 | EN 16Mo3 | JIS STBA 12 | 415 | 220 | 30 | 81 |
| ASTM A213 T2 | 10CrMo5-5 | 11CrMo5-5 | JIS STBA 20 | 415 | 205 | 30 | 85 |
| ASTM A213 T5 | 12CrMo19-5 | X11CrMo5 | JIS STBA 25 | 415 | 205 | 30 | 85 |
| ASTM A213 T9 | X12CrMo9-1 | X11CrMo9-1 | JIS STBA 26 | 415 | 205 | 30 | 89 |
| ASTM A213 T11 | 13CrMo4-4 | 13CrMo4-5 | JIS STBA 23 | 415 | 205 | 30 | 85 |
| ASTM A213 T12 | 15CrMo5 | 13CrMo4-4 | JIS STBA 22 | 415 | 220 | 30 | 85 |
| ASTM A213 T22 | 10CrMo9-10 | 10CrMo9-10 | JIS STBA 24 | 415 | 205 | 30 | 85 |
| ASTM A213 T91 | X10CrMoVNb9-1 | X10CrMoVNb9-1 | - | 585 | 415 | 20 | 98 |
| ASTM A213 T92 | - | X10CrWMoVNb9-2 | - | 620 | 440 | 20 | 99 |
III. Stainless Steel Tubes and Pipes
| ASTM / AISI | DIN | EN | JIS | TS(min) | YS(min) | EL(min) | HARDNESS
(max/HRB) |
| AISI 304 | 1.4301 | 1.4301 | SUS 304 | 515 | 205 | 40 | 92 |
| AISI 304L | 1.4306 | 1.4307 | SUS 304L | 485 | 170 | 40 | 92 |
| AISI 304H | 1.4948 | 1.4948 | SUS 304H | 515 | 205 | 40 | 92 |
| AISI 316 | 1.4401 | 1.4401 | SUS 316 | 515 | 205 | 40 | 92 |
| AISI 316L | 1.4404 | 1.4404 | SUS 316L | 485 | 170 | 40 | 92 |
| AISI 316Ti | 1.4571 | 1.4571 | SUS 316Ti | 515 | 205 | 40 | 92 |
| AISI 321 | 1.4541 | 1.4541 | SUS 321 | 515 | 205 | 40 | 92 |
| AISI 321H | 1.4878 | 1.4941 | SUS 321H | 515 | 205 | 40 | 92 |
| AISI 347 | 1.4550 | 1.4550 | SUS 347 | 515 | 205 | 40 | 92 |
| AISI 310S | 1.4845 | 1.4845 | SUS 310S | 515 | 205 | 40 | 95 |
| AISI 904L | 1.4539 | 1.4539 | SUS 890L | 490 | 215 | 35 | 90 |
IV. Duplex and Super Duplex Stainless Steel
| ASTM / UNS | DIN | EN | JIS | TS(min) | YS(min) | EL(min) | HARDNESS
(max) |
| UNS S31803 | 1.4462 | 1.4462 | SUS 329J3L | 620 | 450 | 25 | 30 (HRC) |
| UNS S32205 | 1.4462 | 1.4462 | SUS 329J3L | 655 | 450 | 25 | 30 (HRC) |
| UNS S32750 | 1.4410 | 1.4410 | SUS 329J4L | 795 | 550 | 15 | 32 (HRC) |
V. Steel Pipes and Tubes for Low Temperature Service
| ASTM / ASME | DIN | EN | JIS | TS(min) | YS(min) | EL(min) | HARDNESS
(max/HRB) |
| ASTM A333 Gr.1 | TTSt 35N | P215NL | STPL 380 | 380 | 205 | 35 | - |
| ASTM A333 Gr.6 | TTSt 35V | P265NL | STPL 450 | 415 | 240 | 30 | - |
| ASTM A334 Gr.1 | TTSt 35N | P215NL | STBL 380 | 380 | 205 | 35 | 75 |
| ASTM A334 Gr.6 | TTSt 35V | P265NL | STBL 450 | 415 | 240 | 30 | 85 |
VI. Nickel and Nickel Alloys
| Common Name | DIN | EN | UNS No. | TS(min) | YS(min) | EL(min) | HARDNESS
(max/HRB) |
| Alloy 200 | 2.4066 | Ni 99.2 | UNS N02200 | 380 | 105 | 40 | 70 |
| Alloy 400 | 2.4360 | NiCu30Fe | UNS N04400 | 480 | 195 | 35 | 75 |
| Alloy 600 | 2.4816 | NiCr15Fe | UNS N06600 | 550 | 240 | 30 | 88 |
| Alloy 625 | 2.4856 | NiCr22Mo9Nb | UNS N06625 | 827 | 414 | 30 | 25 (HRC) |
| Alloy 800 | 1.4876 | X10NiCrAlTi32-20 | UNS N08800 | 520 | 205 | 30 | 85 |
| Alloy 825 | 2.4858 | NiCr21Mo | UNS N08825 | 585 | 240 | 30 | 90 |
| Alloy C-276 | 2.4819 | NiMo16Cr15W | UNS N10276 | 690 | 283 | 40 | 100 |
|
|
13. Automatic Weight Calculator of Tube and Pipe
|
|
Input Specification
|
|
CALCULATION RESULT
UNIT WEIGHT (kg/pcs)
0.000
TOTAL GROSS WEIGHT (kg)
0.000
* MW calculation includes
standard 20% weight factor.
|
|
14. Inspection & Quality Control Flow
| Stage |
Inspection & Quality Control Activities |
| Raw Material |
Verification of Mill Test Certificate (MTC) → Visual Inspection → Dimensional Check → PMI Test (Positive Material Identification)
|
| In-Process |
Cold Drawing/Rolling Process Control → Heat Treatment (Bright Annealing / Solution Annealing) → Straightening
|
| Non-Destructive |
Eddy Current Test (ET) → Ultrasonic Test (UT) → Hydrostatic Pressure Test (100% testing to ensure no leaks)
|
| Destructive |
Tensile Test → Flattening Test → Flaring/Expansion Test → Hardness Test → Microstructure Analysis → Corrosion Test
|
| Final Inspection |
Final Dimensional Check (OD, WT, Length) → Visual Surface Inspection → Stenciling/Marking → Packing & Shipping
|
15. Technical Comparison: ASTM A213 vs. ASTM A312
| Category |
ASTM A213 (Boiler/Heat Exchanger Tube) |
ASTM A312 (Process Pipe) |
| Size Standard |
Based on Actual Outside Diameter (OD) and Minimum Wall Thickness.
|
Based on Nominal Pipe Size (NPS) and Schedule (SCH) numbers.
|
| Dimensional Tolerance |
Very Strict. High precision required for OD and Wall Thickness to fit into tube sheets.
|
Standard. More generous tolerances allowed as it is used for general fluid transport.
|
| Mandatory Testing |
Flaring, Flattening, Hardness, and Hydrostatic or NDT (ET/UT) are mandatory for every tube.
|
Flattening, Bending, and Hydrostatic or NDT. Hardness is usually optional unless specified.
|
| Wall Thickness Policy |
Usually Minimum Wall Thickness (No negative tolerance allowed).
|
Usually Nominal Wall Thickness (Allows ±12.5% variation).
|
| Heat Treatment |
Mandatory solution annealing for all grades to ensure mechanical properties.
|
Required, but some specific conditions or "As-Welded" grades may exist in other pipe standards.
|
| 16. Technical Comparison: ASTM A213 vs. ASTM A269 (Comprehensive) |
| Comparison Point |
ASTM A213 (Boiler/Heat Exchanger Tube) |
ASTM A269 (General Service Tubing) |
| Full Title |
Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubes. |
Seamless and Welded Austenitic Stainless Steel Tubing for General Service. |
| Manufacturing |
Seamless only. Welded types are strictly prohibited in A213. |
Seamless or Welded. Both types are covered under this standard. |
Mechanical Test
(Tension) |
Mandatory. Every lot must pass TS/YS/EL tests as per A1016. |
Not mandatory. Usually not required unless explicitly specified by the buyer. |
| Hardness Test |
Mandatory for all grades. Strict limits for Ferritic and Austenitic steels. |
Required, but limits are generally more generous compared to A213. |
| Wall Thickness Policy |
Minimum Wall (MW) is standard. Allows 0% negative tolerance. |
Nominal/Average Wall (AW) is standard. Variations (+/-) are permitted. |
| ASME Compliance |
Fully compatible as SA213 (ASME Section II). Approved for pressure vessels. |
No SA269 equivalent. ASME Section II does not recognize A269 for code use. |
|
17. MTC (Material Test Certificate) Sample - EN 10204 3.1
|
ASEA METAL provides the Material Test Certificate (MTC) according to EN 10204 3.1 (or 3.2 upon request). Our certificates include full traceability, chemical analysis, mechanical properties, and NDE results for every heat number delivered.
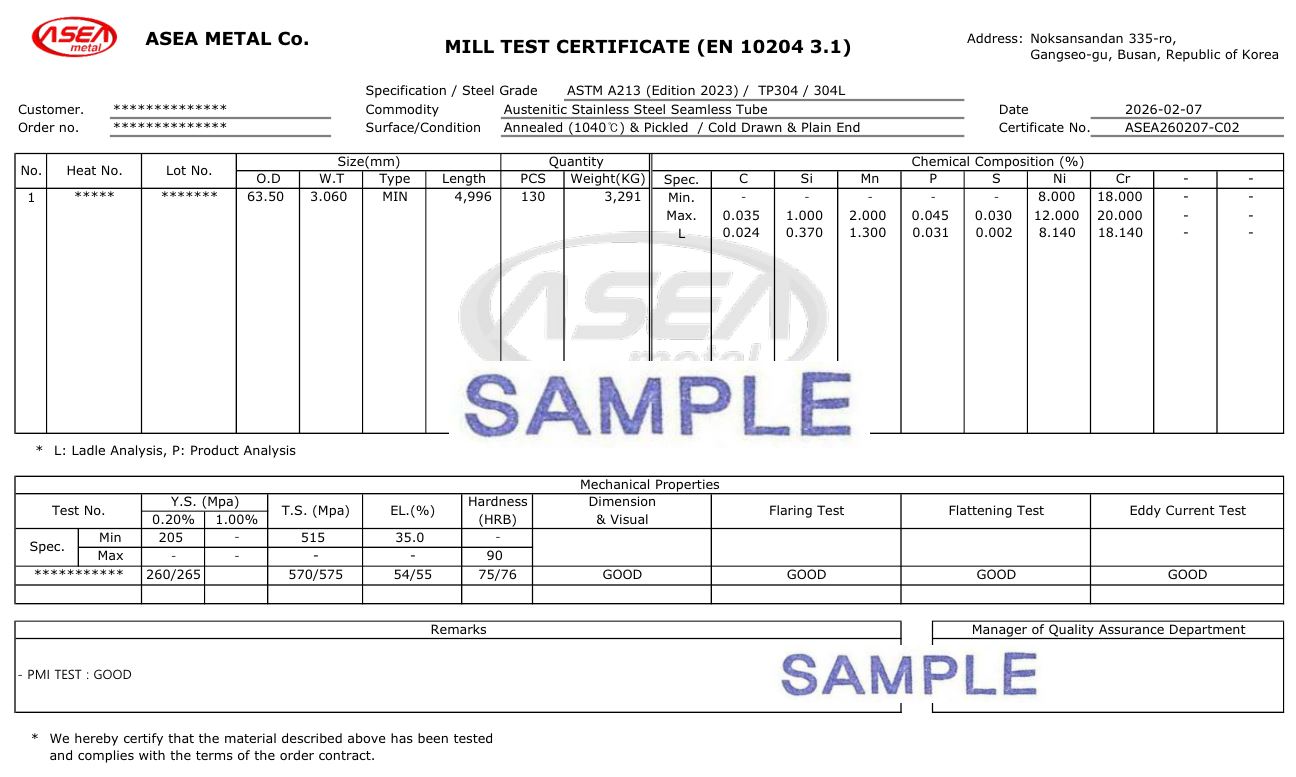
(Sample Image of ASEA METAL Material Test Certificate)
- Customer Information & P.O. Number
- Product Description & Specification
- Heat Number & Lot Identification
- Chemical Analysis (C, Mn, P, S, Si, Cr, Ni, Mo, etc.)
|
- Mechanical Tests (Tensile, Yield, Elongation)
- Technological Tests (Flattening, Flaring, Hardness)
- NDE (Eddy Current, UT, Hydro-test) Results
- Inspector's Signature & Quality Stamp
|
|
18. Additional Services & Inspection
- Positive Material Identification (PMI): On-site alloy verification by XRF/OES analyzers.
- Third-Party Inspection (TPI): Coordination with Lloyd's, BV, DNV, ABS, SGS, and TUV.
- Export Packaging: Sea-worthy wooden cases, steel frames, and vacuum/VCI packing available.
- Color Coding: Customized color banding and specific stencil marking per project standards.
- Documentation: Full traceability with Mill Test Certificates (MTC) per EN 10204 3.1 or 3.2.
|
[Technical Reference & Global Supply Scope]
Carbon & Low Alloy Steel: ASTM A179, A192, A210 (Gr. A1, C), A334 (Gr. 1, 6), A106 (Gr. B, C), A53, A213 (T11, T12, T22, T5, T9, T11, T91), STB 340, STB 410, P235GH, P265GH, Boiler Steel, High-Pressure Carbon Steel, Seamless (SMLS) Steel Pipes.
Stainless Steel & Corrosion Resistant: TP304/304L, TP316/316L, TP317L, TP321, TP347, TP310S, ASTM A213, A249, A269, A312, A358, A789, A790, Austenitic Stainless, Ferritic Stainless Steel, 1.4301, 1.4404, 1.4541, 1.4571, Bright Annealed (BA) Finish, Pickle & Passivated.
Duplex & Exotic Super Alloy: S31803, S32205, S32750 (Super Duplex), S32760, 904L, N08904, Alloy 400, Monel 400, Alloy 600, N06600, Alloy 625, N06625, Alloy 800/800H, N08800, Alloy 825, N08825, Inconel, Incoloy, Hastelloy C276, Titanium Gr. 2, Cu-Ni 70/30, 90/10 Copper Nickel.
Finned Tubes & Heat Transfer: Extruded Fin, G-type (Embedded), L-type, LL-type, KL-type Fin, Laser Welded Finned Tube, High/Low Fin, Spiral Finned, Serrated Fin, Heat Exchanger Efficiency, Thermal Conductivity, Air Cooled Heat Exchanger (ACHE) Parts.
Special Services & Fabrication: U-Bending (Cold/Hot), Stress Relieving Heat Treatment, Precision Drawn Tubes, SMLS Coil Tube, Instrument Tubing, Multi-Core Tubes, Pre-insulated Tubing Bundle, Butt Weld Fitting, Forged Flange, Tube Sheet Drilling, Baffle Plate, Dish Head, Cylindrical Shell, Round Bar.
Industries & Applications: Petrochemical Refinery, Oil & Gas Upstream/Downstream, Power Plant (Thermal/Nuclear), HRSG (Heat Recovery Steam Generator), Desalination Plant, Shipbuilding & Marine Engineering, FPSO, LNG Carrier, Chemical Processing, Fertilizer Plant, Food & Beverage Industry.
Quality Assurance & Logistics: Mill Test Certificate (MTC) EN10204 3.1/3.2, Third Party Inspection (TPI) by Lloyd's, BV, DNV, ABS, SGS, TUV, PMI Testing, Eddy Current (ET), Ultrasonic (UT), Hydrostatic Test, Quick Delivery, Competitive Pricing, Export Standard Packing, ASEA METAL Korea, Japan Stockist, Global Exporter.
Standards & testing reference: ASTM E370 flaring test procedure, ASTM E426 eddy current testing for stainless steel, A210 Grade A1 yield strength, A210 Grade C tensile properties, tube OD tolerance per ASTM A450, hardness comparison (HRB, HB, HRC), ASEA METAL Japan (Yamanashi), NST / TNB METAL quality control.
|







